PRODUCTS


3 major advantages
CCS series ultra-low NOx gas burners are designed with a special burner gun and air distribution structure, which incorporates subsonic super-mixing, strong and weak swirling hedging, virtual size swirling and tangential rounding, horizontal intensive burn and low temperature flue gas recycling, etc. Advanced low-nitrogen combustion technology, and through a multi-stage adjustable structure allows the burner to reduce nitrogen oxides to below 30mg/m3 (with flue gas recirculation) over a wide range of fuel variations, as shown in Figure 1. Show. The multi-stage adjustable staged-combustion low-nitrogen burner is based on cyclone hedging dynamics and staged staged combustion. It utilizes the effect of nonlinear hedging injection between vortex and high-speed gas to distribute the fuel and combustion air evenly, and realizes two gases at the same time. Super mix.

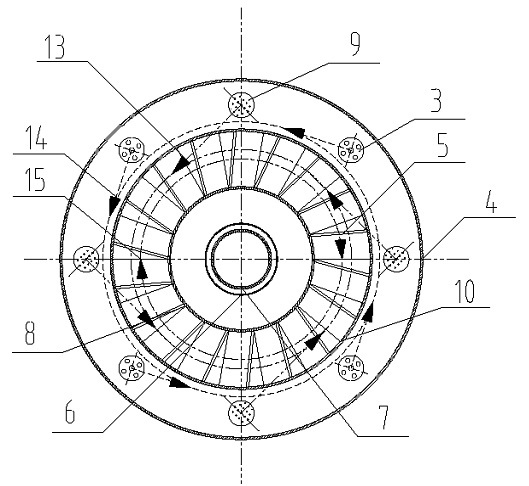
The design of the burner designed in this case is shown as 2. The gas and combustion air are divided into multiple stages. The central gas 6 cooperates with the central wind 7, the internal strong swirling gas 9 cooperates with the strong swirling wind 5, and the external weak swirling gas 3 cooperates with the external weak cyclone, so that the gas and the combustion air are fully mixed. A multi-stranded multi-layered flame is formed to increase the combustion efficiency and reduce the local high-temperature flame area, thereby greatly reducing the formation of thermal nitrogen oxides. Through the strong swirling flow, a high-temperature flue gas recirculation zone at the center is formed to match the center gas and the center wind to achieve the purpose of stable combustion at low load. Through the size of the inside and outside damper opening, the flow rate of each level of wind can be adjusted, so that the wind can be reasonably allocated according to the size of the boiler load, and high load regulation can be achieved. The swirling vane adjusting device 1 can adjust the angle of the swirling vane so that the swirling strength can be adjusted to change the flame length and the flame shape to adapt to different furnace volumes. Through the cut angles and rotation angles of the strong and weak rotary gas lances (3, 9) inside and outside, as well as the reasonable combination of strong and weak winds inside and outside, it can adapt to different fuels and achieve high fuel adaptability. In general, the internal and external swirling of the fuel and combustion air is used to hedge the super-mix to achieve the goal of minimizing nitrogen oxides. At the same time, by adjusting the air flow at all levels, the swirl strength and the rotating angle of the inside and outside strong and weak gas guns to achieve high load regulation, furnace and fuel adaptability.
Copyright ©China Cerulean Sky Technology Co., Ltd.闽ICP备18004948号
support:久鑫网络
 Contact
Contact

 Tel (0591)87662827
Tel (0591)87662827 Fax (0591)87662825
Fax (0591)87662825 E-mail ccs@chinacsky.cn
E-mail ccs@chinacsky.cn Add The 16 storey East unit of Wuyi center, No. 33,
Add The 16 storey East unit of Wuyi center, No. 33, 